The Cotton Lab
Behind the scenes at English Fine Cottons, our yarns are meticulously checked and analysed in Tower Mill’s very own cotton lab.
It’s our mission to produce the best quality cotton yarns in the world but we can’t achieve that with our high-tech machinery alone – we need the expertise of our lab technicians and stringent quality control.


When we first began spinning cotton yarns a few months ago, analysing our initial results helped us choose the right settings on our machine. Now production is underway, rigorous testing after each stage of the process ensures we continue to spin superior threads.
English Fine Cottons’ technical manager Mark Dentith said getting the machines to produce the best cotton sliver possible was the first priority for the lab team.
He said: “Really good sliver is crucial to producing high quality fine spun cotton yarns and it’s our main focus – everything stems from that.
“If it’s not right from the beginning, we’ll never be able to correct it further on in the process.
“Of course it all begins with selecting the best raw material possible, but after that, it’s all about making as consistent a sliver as possible.
“There was a certain amount of trial and error in the beginning when we were commissioning our equipment, but now we’ve perfected our processes and the quality control data is really good.”


To get the high quality results our customers expect, we manufacture our yarns within very tight tolerances , leaving no margin for error.
Sliver is tested for count and evenness after each stage of the fibre preparation process, which includes carding, drafting and combing, until it is taken to the speed frame on the first floor where it’s made into cotton roving.
Throughout the day, a selection of roving bobbins go back to the lab to be checked for any dimensional variations before they go onto the next stage – spinning.
Mark said: “It’s really important that we maintain that consistency and uniformity because any irregularities at this stage will effect the quality of yarn coming off the ring-frames.”


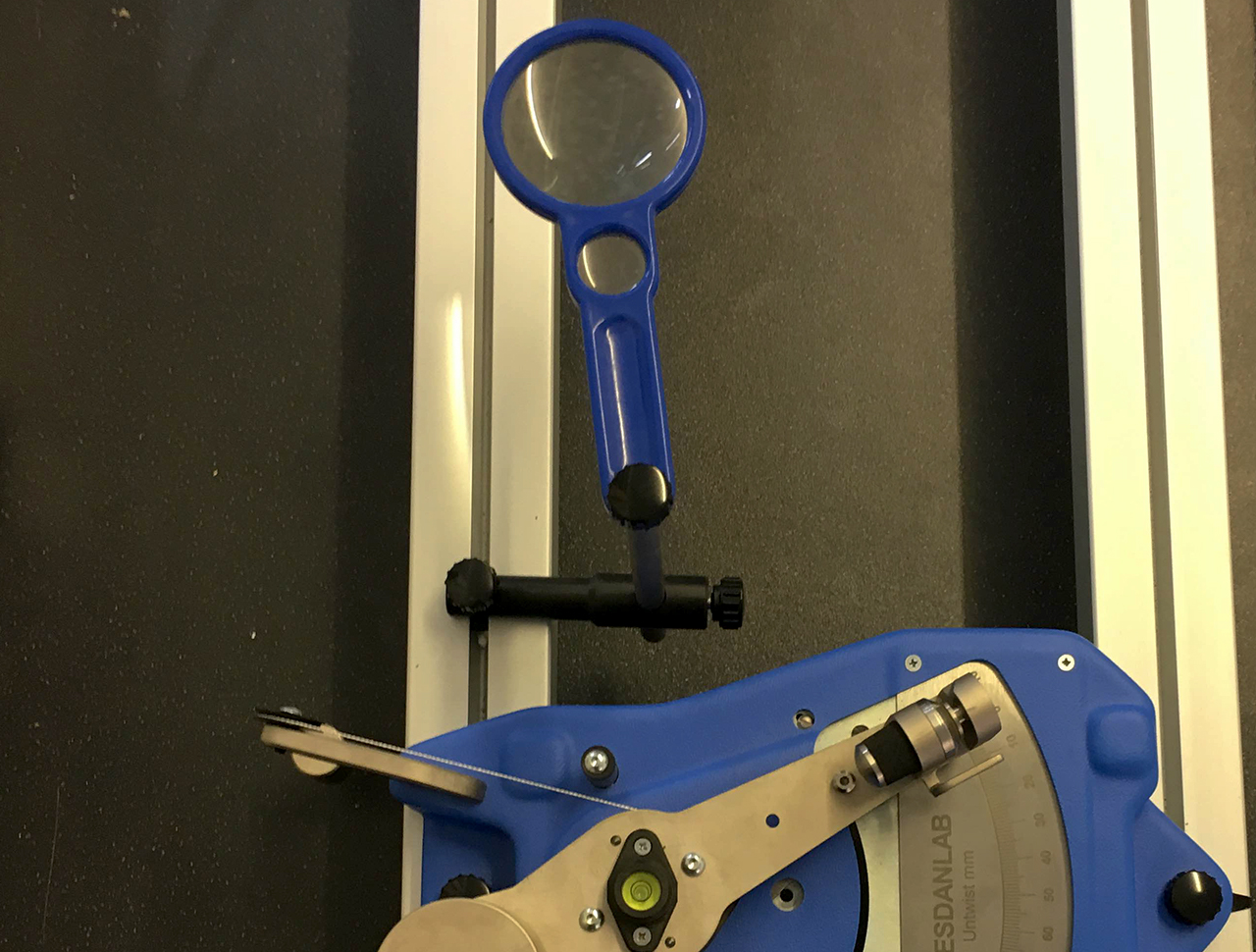
The lab team systematically analyse cops from the ring-frames to ensure each of the 6,000 spindles are regularly checked. Regularity, count, strength and twist of the cotton yarn is tested before it’s ready to be wound onto cones by the auto-coner.
The auto-coner on the second floor analyses the cotton yarn as it winds and, against very strict parameters, automatically cuts out any faults. And, on top of this automated analysis, a number of finished cones are routinely sent to the lab for further tests.
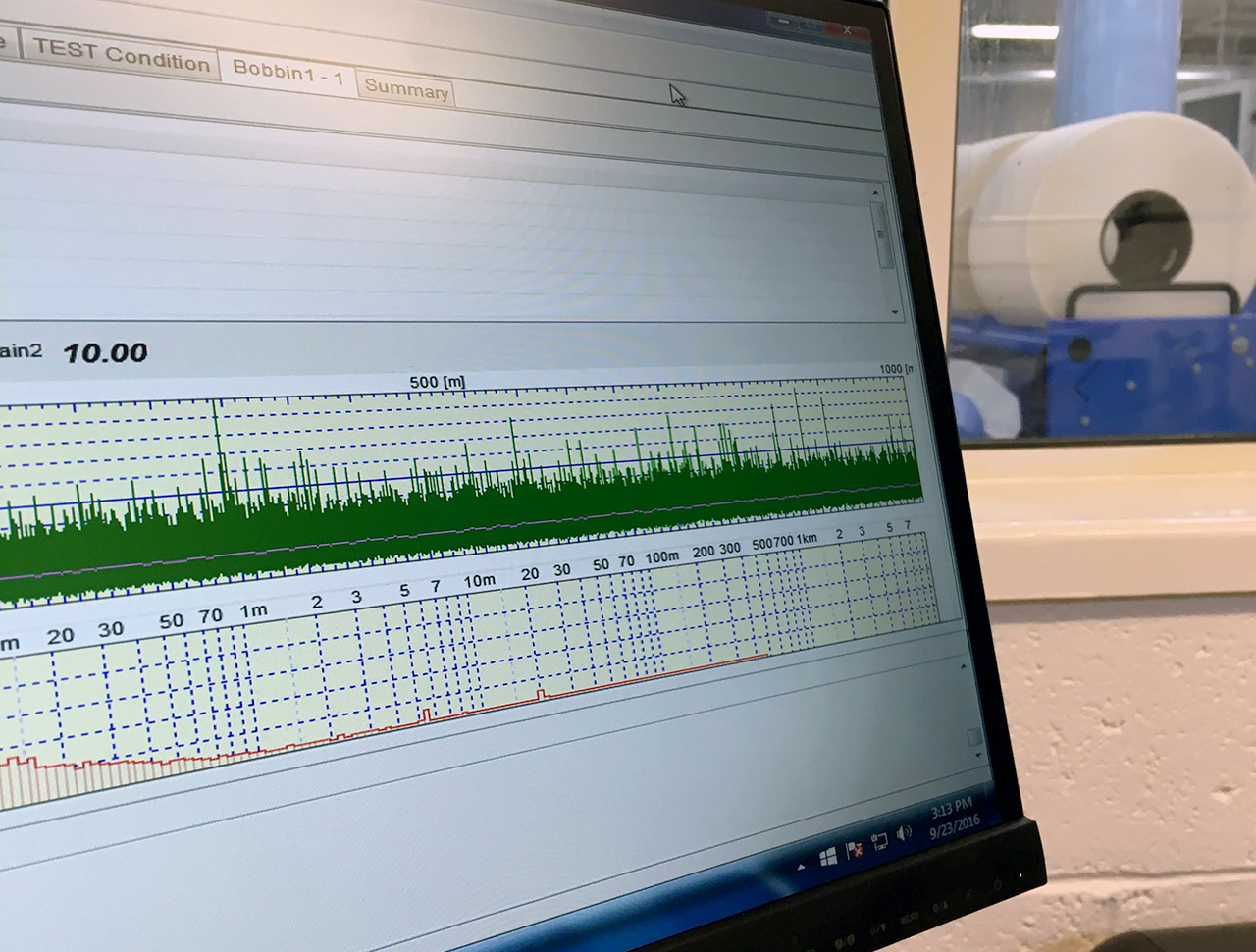
Although all of our sophisticated machinery is equipped with performance data monitoring, Mark said “off-line” analysis is essential for quality control.

He said: “The machines provide a ‘real-time’ analysis but carrying out tests in the lab allows us calibrate that ‘online’ performance data and we can assess the physical properties and performance of the products.
“Plus, we can also be more detailed and specific in what we’re looking for.”
Mark added: “Cotton is a natural resource, which is impossible to produce without any variation. However, we aim to produce consistent, regular cotton yarns as close to perfection as possible.”